



고품질 금속 부식 방지 에폭시 코팅을 위한 아연 함유 에폭시 프라이머
제품 설명
에폭시 아연 함유 프라이머 페인트 일반적으로 에폭시 수지, 순수 아연 분말, 용매 및 첨가제로 구성됩니다.
- 에폭시 수지는 프라이머의 주성분으로, 접착력과 내식성이 뛰어나 금속 표면을 효과적으로 보호할 수 있습니다.
- 순수 아연 분말은 에폭시 아연 함유 프라이머의 핵심 성분으로, 탁월한 내식성을 제공하고 아연 기반 보호층을 형성하여 금속 장비의 수명을 효과적으로 연장합니다.
- 용제는 페인트의 점도와 유동성을 조절하여 시공 및 도장 작업을 용이하게 하는 데 사용됩니다.
- 첨가제는 도료의 내마모성 및 자외선 저항성을 향상시키는 등 도료의 특성을 조절하는 데 사용됩니다.
이러한 구성 요소들의 적절한 비율과 사용량을 통해 에폭시 아연 함유 프라이머는 탁월한 내식성과 내구성을 확보하여 다양한 금속 표면의 보호 처리에 적합하게 될 수 있습니다.
주요 특징
에폭시 아연 함유 프라이머다음과 같은 주목할 만한 특징을 가지고 있습니다:
1. 뛰어난 내식성:고농축 순수 아연 분말을 함유하고 있어 부식성 매체의 침식으로부터 금속 표면을 효과적으로 보호하고 금속 장비의 수명을 연장할 수 있습니다.
2. 우수한 접착력과 내마모성:금속 표면에 단단히 부착되어 강력한 코팅을 형성하며, 내마모성이 뛰어납니다.
3. 내후성 및 내화학성:이 제품은 가혹한 환경 조건에서도 안정적인 보호 효과를 유지할 수 있으며, 내후성 및 내화학성이 우수합니다.
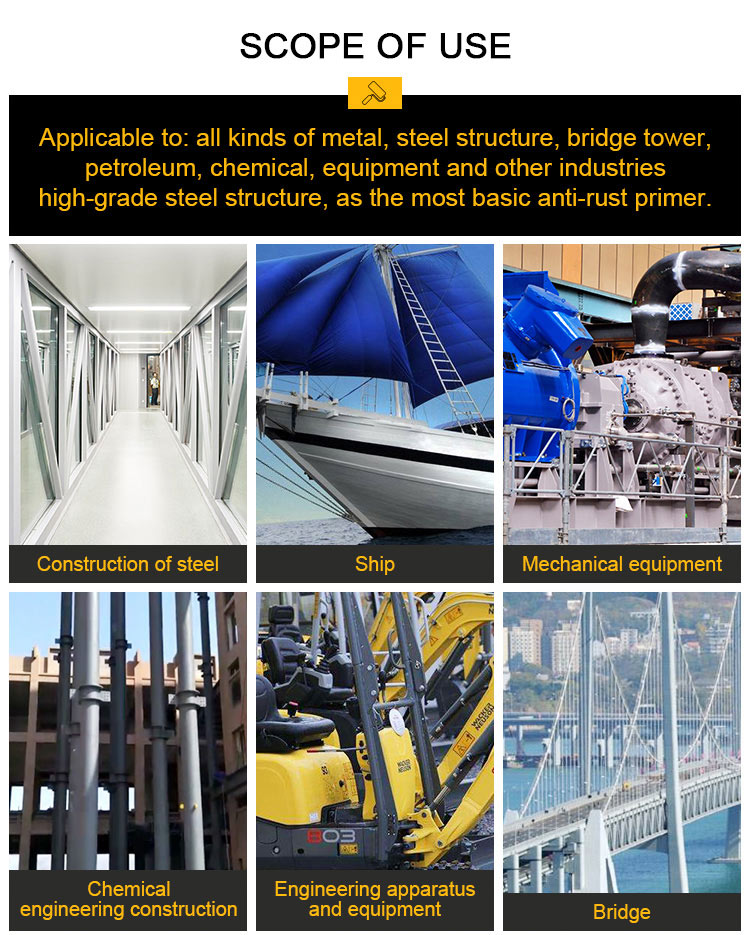
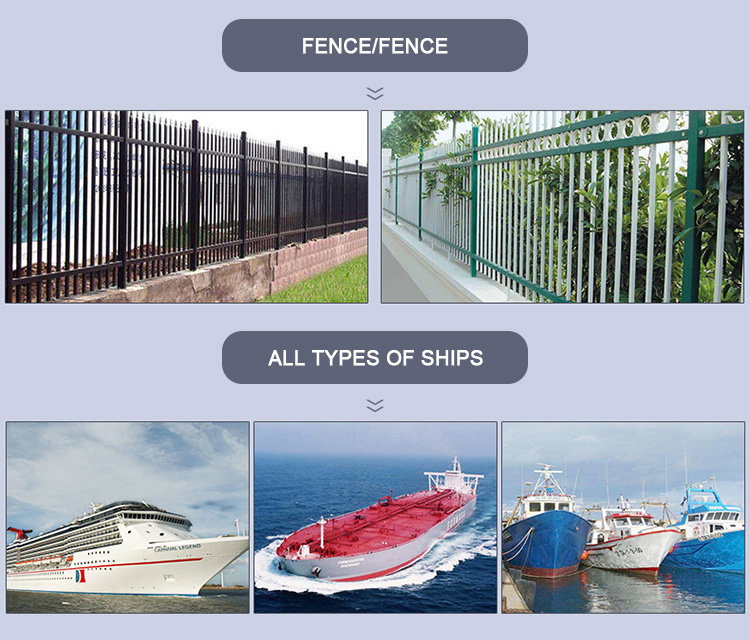
4. 폭넓은 활용 범위:해양 시설, 교량, 철골 구조물, 저장 탱크 및 기타 금속 장비의 부식 방지 처리에 일반적으로 사용되며, 다양한 가혹한 환경 조건에서 금속 표면을 보호하는 데 적합합니다.
제품 사양
| 색상 | 제품 형태 | 최소 주문 수량 | 크기 | 용량 /(M/L/S 사이즈) | 무게/캔 | OEM/ODM | 포장 크기/종이 상자 | 배송일 |
| 시리즈 색상/OEM | 액체 | 500kg | M 캔: 높이: 190mm, 지름: 158mm, 둘레: 500mm (0.28 x 0.5 x 0.195인치) 사각형 탱크: 높이: 256mm, 길이: 169mm, 너비: 106mm (0.28 x 0.514 x 0.26인치) L은 할 수 있습니다: 높이: 370mm, 지름: 282mm, 둘레: 853mm (0.38 x 0.853 x 0.39인치) | M 캔:0.0273 세제곱미터 사각형 탱크: 0.0374 세제곱미터 L은 할 수 있습니다: 0.1264 세제곱미터 | 3.5kg/ 20kg | 맞춤형 수락 | 355*355*210 | 재고 품목: 3~7 영업일 맞춤 제작 상품: 7~20 영업일 |
주요 용도
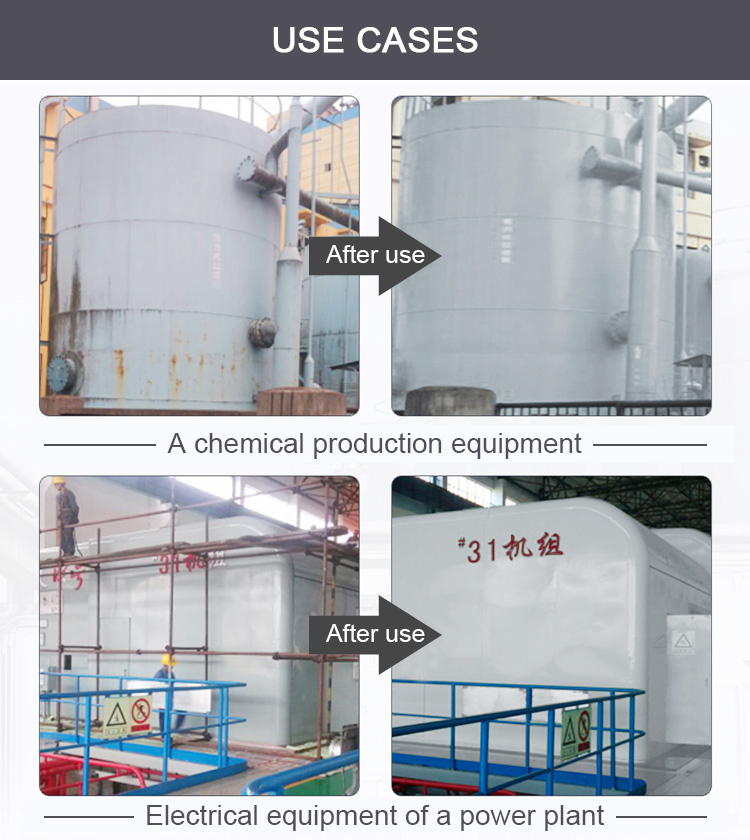
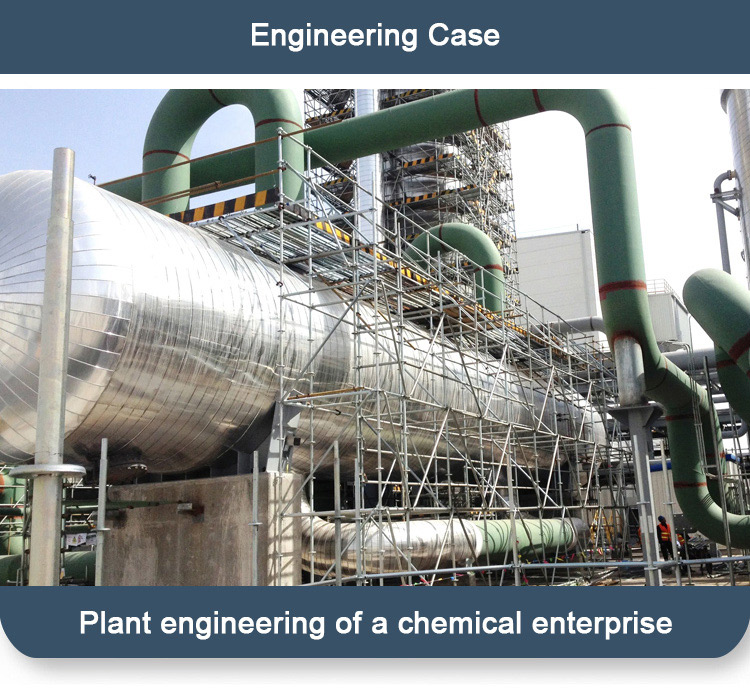
- 에폭시 아연 함유 프라이머는 주로 해양 시설, 교량, 철골 구조물, 저장 탱크 및 기타 금속 장비의 부식 방지 처리에 사용됩니다. 탁월한 내식성과 내후성을 갖춘 에폭시 아연 함유 프라이머는 가혹한 환경에서 금속 표면을 안정적으로 보호하고 장비의 수명을 연장합니다. 이 에폭시 코팅은 해양 공학, 석유화학, 화학 및 기타 산업 분야는 물론, 가혹한 환경에 장기간 노출되는 금속 구조물의 보호 처리에도 널리 사용됩니다.
- 에폭시 아연 함유 프라이머는 해양 시설, 교량, 철골 구조물, 저장 탱크 등과 같이 장기간 가혹한 환경에 노출되는 금속 구조물의 보호 처리에 주로 사용됩니다. 이 에폭시 프라이머는 금속 표면을 안정적으로 보호하고 장비의 수명을 연장하며, 가혹한 환경에서 탁월한 부식 방지 및 내후성을 제공합니다.
적용 범위

건설 참조
1. 코팅 대상 재료의 표면에는 산화물, 녹, 기름 등이 없어야 합니다.
2. 바탕면 온도는 영상 3°C 이상이어야 합니다. 바탕면 온도가 5°C 미만일 경우 도막이 경화되지 않아 시공에 적합하지 않습니다.
3. A 구성품이 담긴 용기를 개봉한 후, 내용물을 고르게 저어준 다음, 요구되는 비율에 따라 B 구성품을 A 구성품에 넣고 충분히 저어주면서 완전히 혼합합니다. 30분간 방치 및 경화시킨 후, 적당량의 희석제를 첨가하여 시공 점도로 조정합니다.
4. 페인트는 혼합 후 6시간 이내에 모두 사용됩니다.
5. 붓칠, 에어 스프레이, 롤러칠 등 다양한 방법으로 코팅할 수 있습니다.
6. 코팅 공정 중에는 침전이 발생하지 않도록 지속적으로 교반해야 합니다.
7. 그림 그리는 시간:
| 기판 온도 (°C) | 5~10 | 15~20 | 25~30 |
| 최소 간격(시간) | 48 | 24 | 12 |
최대 간격은 7일을 초과해서는 안 됩니다.
8. 권장 필름 두께: 60~80 마이크론.
9. 투여량: 평방미터당 0.2~0.25kg (손실 제외).
메모
1. 희석제 및 희석 비율: 무기 아연 함유 방청 프라이머 전용 희석제 3%~5%.
2. 경화 시간: 23±2°C에서 20분. 도포 시간: 23±2°C에서 8시간. 코팅 간격: 23±2°C에서 최소 5시간, 최대 7일.
3. 표면 처리: 강철 표면은 스웨덴 녹 방지 기준 Sa2.5에 맞춰 그라인더 또는 샌드블라스팅으로 녹을 제거해야 합니다.
4. 코팅 채널 수는 2~3개를 권장합니다. 시공 시 리프트 전동 믹서를 사용하여 A 성분(슬러리)을 완전히 균일하게 혼합해야 하며, 시공 중 교반 작업을 병행해야 합니다. 후처리: 당사에서 생산하는 모든 종류의 중간 도료 및 상도 도료를 사용할 수 있습니다.
운송 및 보관
1. 에폭시 아연 함유 프라이머는 운송 중 비, 햇빛 노출 및 충돌을 피해야 합니다.
2. 에폭시 아연 함유 프라이머는 서늘하고 통풍이 잘 되는 곳에 보관해야 하며, 직사광선을 피하고 화기 및 열원으로부터 멀리 떨어진 창고에 보관해야 합니다.









